3/4" scale, 3-1/2" gauge 2-4-0 "RARITAN" by William Morewood, being built by John Kurdzionak, 1990-
Updated March, 2025! Please scroll down to the bottom....
In 1990 I bought a set of 3/4" scale "Raritan" castings from its designer, Mr. Morewood in New Jersey. I machined the tender truck frames and the tender wheels in 1990, and various other parts of the locomotive or tender at various times in the 1990s and 2000s, but the project often spent months and years with no work being done on it.
Photographs and video will be posted as the project progresses. Photos that I had taken in prior years as work was completed (back then), will be posted as time allows.
December 26th, 2015
The cylinder machining was started.
Raritan cylinder in the Myford lathe being drilled 1/2". Click to enlarge.
The 1/2" hole, complete. Click to enlarge.
Cylinder being drilled 3/4". Click to enlarge.
The 3/4" hole, complete. Click to enlarge.
March 31st, 2015
The Exhaust Tee was machined
The Exhaust Tee was machined on March 31st, 2015. Click the photo to enlarge.
March 28th, 2015
The recess in the frames for the Exhaust Tee, was machined.
The Raritan frames in the JET mill-drill, for machining of the openings for the Exhaust Tee. Click the photo to enlarge.
A closer view of the machining. Click the photo to enlarge.
The Exhaust Tee slot being finished with an endmill. Click the photo to enlarge.
March 8th, 2015
The Exhaust Pipe, and Exhaust Nozzle, were completed. Material: brass stock. A 7" Myford lathe, dial calipers, 6" scale, and 1/4-28 tap and die, were used.
On March 3rd, the front Number Plate was completed. A star was silver-soldered on, in lieu of a numeral. Material: brass. The 7" Myford lathe, a hacksaw, a jewelers' saw, a JET mill-drill (to get the star arms as accurate as possible), a file, sandpaper, 3M "scotchbrite" pad, and silver solder, were used.
The front "number plate", and the exhaust pipe and exhaust nozzle, were machined in March 2015.
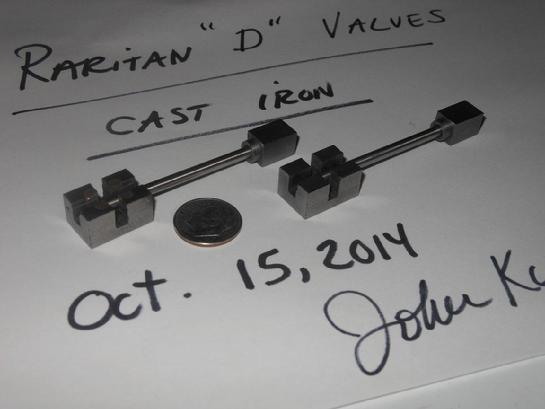
October 15th, 2014
The "D" valves were completed. Material: cast iron casting from Mr. Morewood at Morewood Models. Blue layout dye, height gauge with scriber, surface plate, & mill-drill machine were used.
The "D" valves for the Raritan were completed on 10-15-14. They are shown here with the valve rods which had been machined prior.
October 14th, 2014
The "D" valves were machined from the cast iron "valve" casting supplied by Mr. Morewood. In the photo below is one of the castings as received from Morewood Models, and the 2 valves that were machined from an identical casting. This is as far as I got today. Tomorrow, the recess underneath the valve will be milled out, and the cross slots on top of the valve (for the valve rod and the valve nut) will be machined.
The rough "valve" casting as supplied by Mr. Morewood, and the 2 valve pieces machined from an identical casting. Tools/machines used: hacksaw, mill-drill machine, vernier height gage with scriber, 12" x 12" surface plate, blue layout dye.
October 13th, 2014:
The valve rods, part #1-2, were started. 5/16" square steel was chucked in a 5/16" square 3C collet in the Derbyshire toolmakers' lathe. It was faced to length, the round boss was turned, and it was center drilled and then drilled straight through (axially) to a diameter of 1/8th inch (.125") for its entire length, for the valve rod. The valve rod is 1/8th inch stainless steel, faced to length and turned down to .112" on one end for a distance of 1/2" (.500") for the #4-40 thread for the valve nut. The valve road will be threaded, silver soldered to the block, and then the block finished with a cross hole, a slot, and a raduised end.
Part #1-2; valve stem. Click the photo to enlarge.
Part #1-2, the valve stem, view 2. Click the photo to enlarge.
October 10, 2014
Machining the "arched" piece of the tender truck equalizer assembly. Material: 2-1/2" diameter brass bar, bored out to the correct size. The drawings call for steel to be used but I had an old piece of brass bar on hand, leftover from when I had machined some clock barrels, that was suitable.
Tools/machines used: 10K South Bend lathe (my 1st lathe); Myford Super 7 lathe, turning and facing toolbit, center drill, assorted drills up to 3/4", boring bar, parting tool.
On my South Bend 10K the piece was faced, drilled axially up to a 3/4" diameter hole (the largest drill I own), and bored the remainder up to size. It was then parted off. It was faced to the correct thickness in a Myford Super 7 lathe, and deburred.
Boring 2-1/2" diameter brass. Click the photo to enlarge.
Parting off the "ring" that will be the "arch" on the Raritan tender trucks. Click the photo to enlarge.
October 11th, 2014:
4 of the 8 required tender truck "equalizer bars" were cut from 1/16" steel. Click on the photos to enlarge.
Tools/machinery used for the equalizer bars: 6" scale, pencil, paper, blue layout dye, scriber, vice, drill press, center drill, drill, jewelers' saw, files, mill/drill machine.
Equalizer template. Click the photo to enlarge.
Equalizer bars rough-drilled. Click the photo to enlarge.
Equalizer bars rough sawed. Click the photo to enlarge.
Finished bars. Click the photo to enlarge.
Fitting the arched "ring" to the bars. Click the photo to enlarge.
The equalizers on the first of the two tender trucks, were fitted & installed.
Note please in the above video, the action of the equalizers when the truck passes over an obstacle. The truck "flexes", and the equalizers keep the wheels in contact with the surface (normally "the track", but in this case, the benchtop).
Many years ago, Charlie Purinton suggested to me that I build these trucks very "loose"....the journals a bit loose in the journal boxes, and the journal boxes even more loose, in the pedestals. He said that if everything was built to tight tolerances, then on uneven or "bad" track the axles would tend to bind in the journal boxes, or the journal boxes in the pedestals....leading to derailments and disappointment.
One of his famous sayings was that "steam locomotives don't really run well, until they're almost completely worn out". His suggestion to me was to build these trucks....brand new....almost completely worn out. So I did. The journals are a slightly loose fit in their boxes; and the boxes are quite "wobbly" in their pedestals. The result can be seen in the truck's flexibility in the video.
The equalizers on the second of the two tender trucks, were fitted & installed. Pedestal binders installed (to keep the journal boxes from dropping out in service, or when the tender is lifted from the track). A bench test and an outdoors test, were made. Later, the tender frame was temporarily placed on the trucks, and the tender tank bottom section was placed atop the frame for more outdoor running tests.
"Equalizers doing their job", and, "These trucks, brand new, are almost completely worn out" (Charlie Purinton).
Note please in the last few moments in the above video, when the trucks go over a "bad" rail joint (the wheel flanges are striking the rail joint "screwheads" and being forced upward), they flex beautifully, and the wheels stay in contact with the rail. Per Charlie Purinton's suggestion, to reduce derailments and disappointment, I built the tender trucks "almost completely worn out".